
- Spindle Nose
- Morse Tapers
- Centers
- Live Centers
- Point Styles
- Standard (60°)
- Bull Nose
- Changeable
- Female
- Long
- Pipe Nose
- Tracer
- Point Styles
- Dead Centers
- Specialty Centers
- Turning Between Centers
- Live Centers
- Chucks
- Face Drivers
- Mechanical
- Hydraulic
- Pipe Drivers (Bore Drivers)
- Collets
- See also: Collets, Holders and Nuts
- Faceplates
- Arbors & Mandrels
- Steady Rests
- Follow Rests
- Spider Mandrels (See)
Spindle Nose
Almost all workholding on the lathe starts by adapting to the lathe spindle nose. There are several standard spindle nose configurations in use in modern lathes. These include the threaded spindle, D-Series (Camlock), A series (short taper), L-Series (Long Taper) and DIN 55027 (ISO 702/III). See also ANSI/ASME B5.9 “Spindle Noses.”
Many spindles are fitted with Morse tapers on their interior bore to allow for additional workholding configurations.
ANSI/ASME B5.9
Morse Tapers
Many lathes are fitted with Morse tapers for mounting tooling and workholding devices.
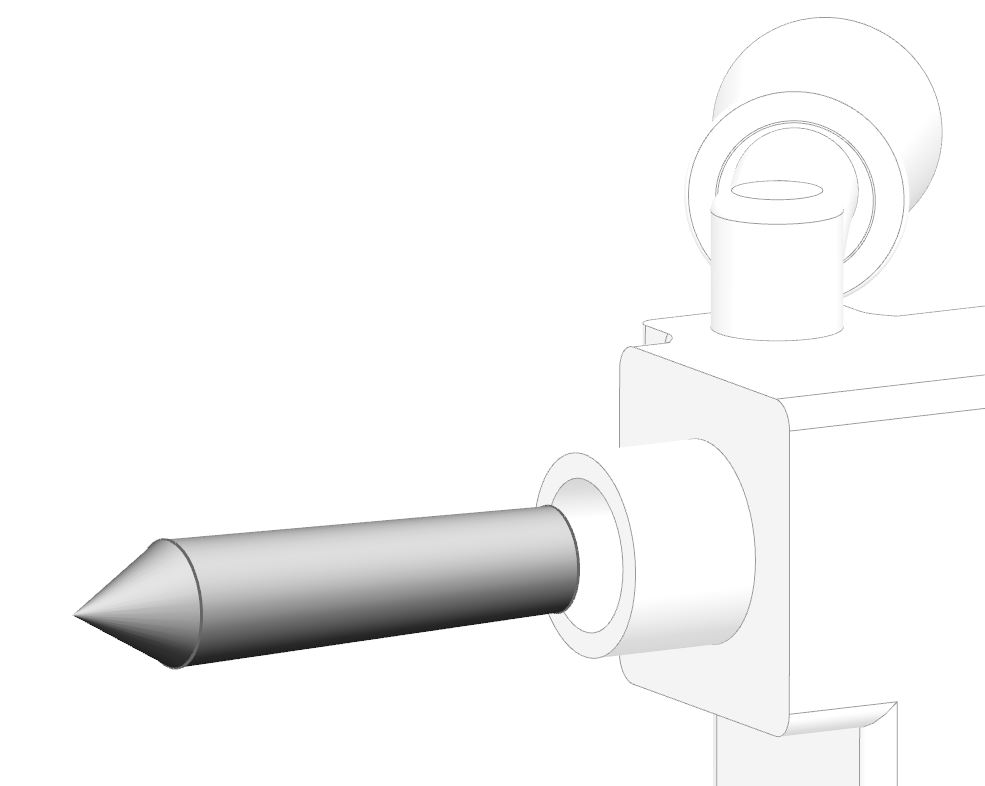
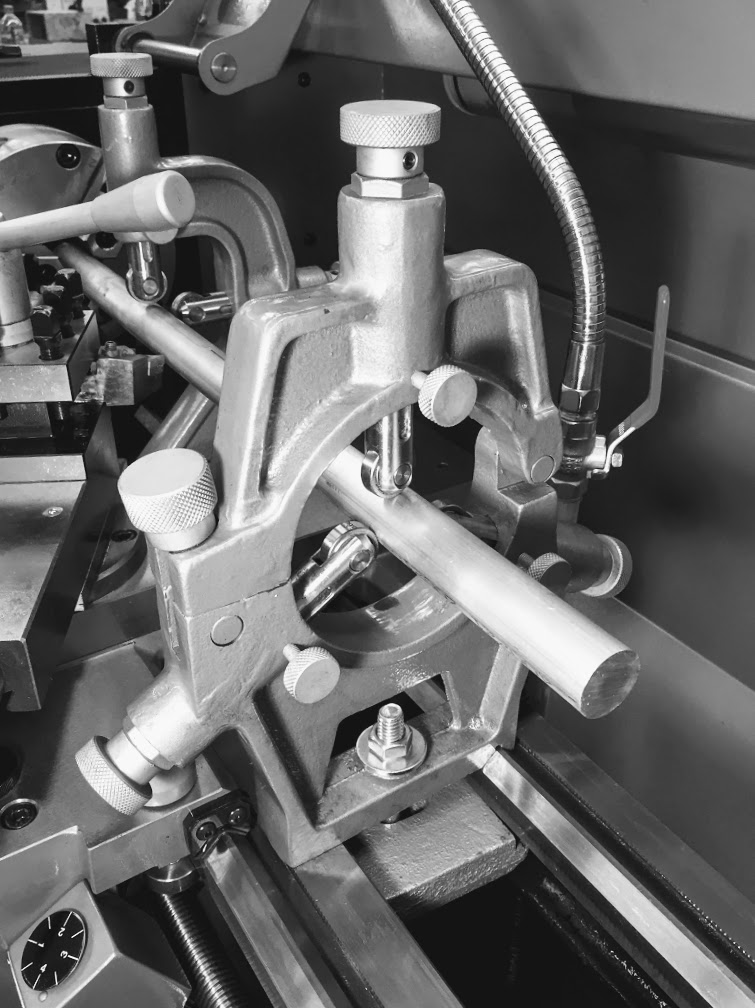
Centers
Centers are an accurate way to hold a workpiece. They consist of a conical end that is precision ground to a point. The typical included angle of a center is 60°. A special drill bit called a center drill is used to drill the conical hole required for use with centers.
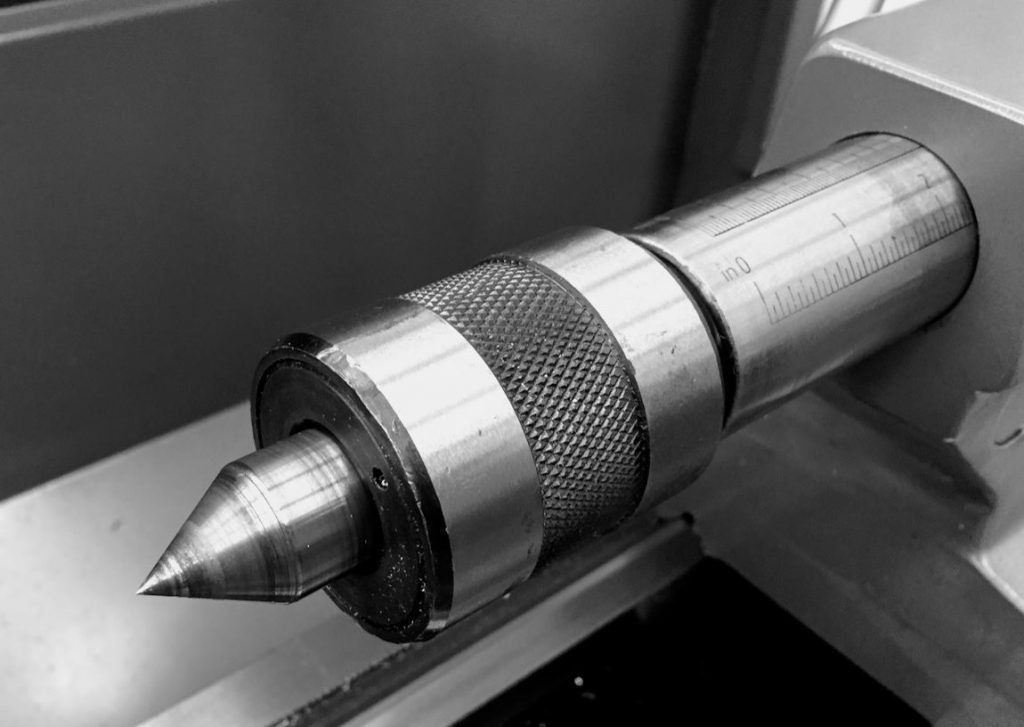
Live Center
Live centers are designed with ball bearings or other rolling elements to reduce the friction of spinning. Live centers are commonly used in lathe tailstocks to support long workpieces.
Dead Center
Dead centers do not rotate with the workpiece. Therefore, they must be well lubricated to prevent excessive heat buildup. Live centers tend to be more common for most applications.
Specialty Centers
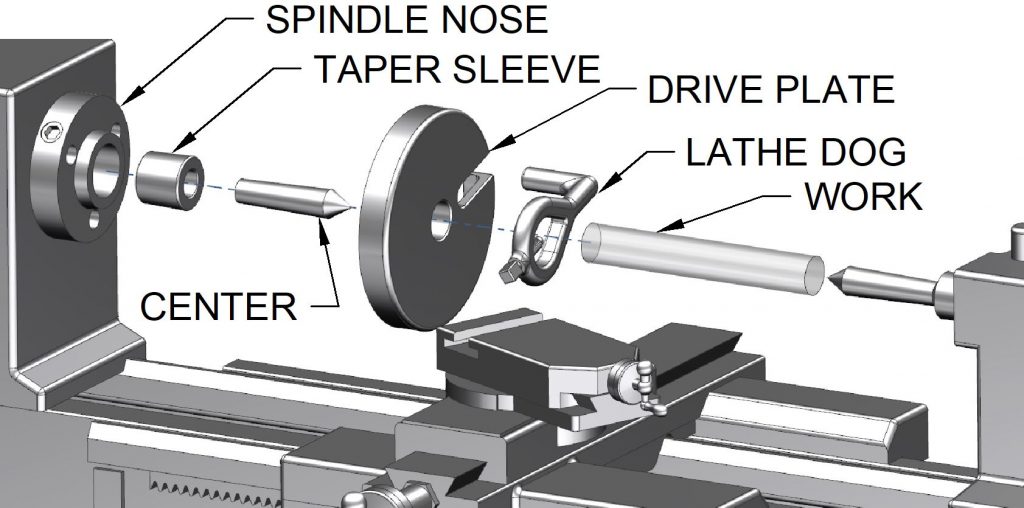
Turning Between Centers
One of the most accurate and repeatable ways to hold a workpiece in a lathe is to position it between centers. However, the convenience of other methods means this is rarely done.
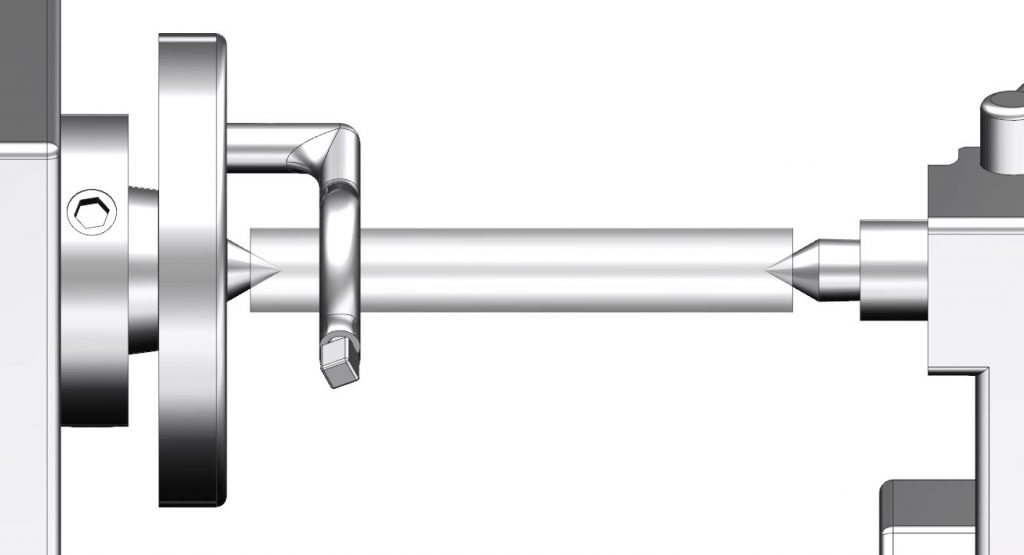
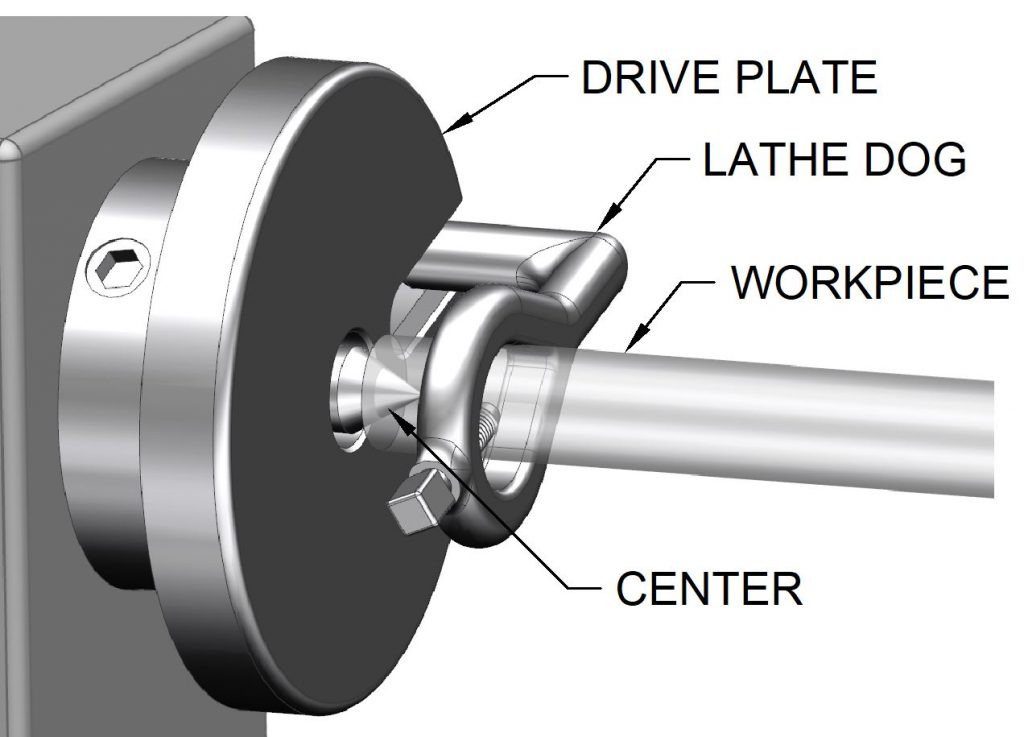
Lathe Dogs and Drive Plates
In order to transmit torque from the spindle to the workpiece, a separate device, called a lathe dog or lathe carrier is used. The lathe dog is driven by a drive plate affixed to the spindle nose.
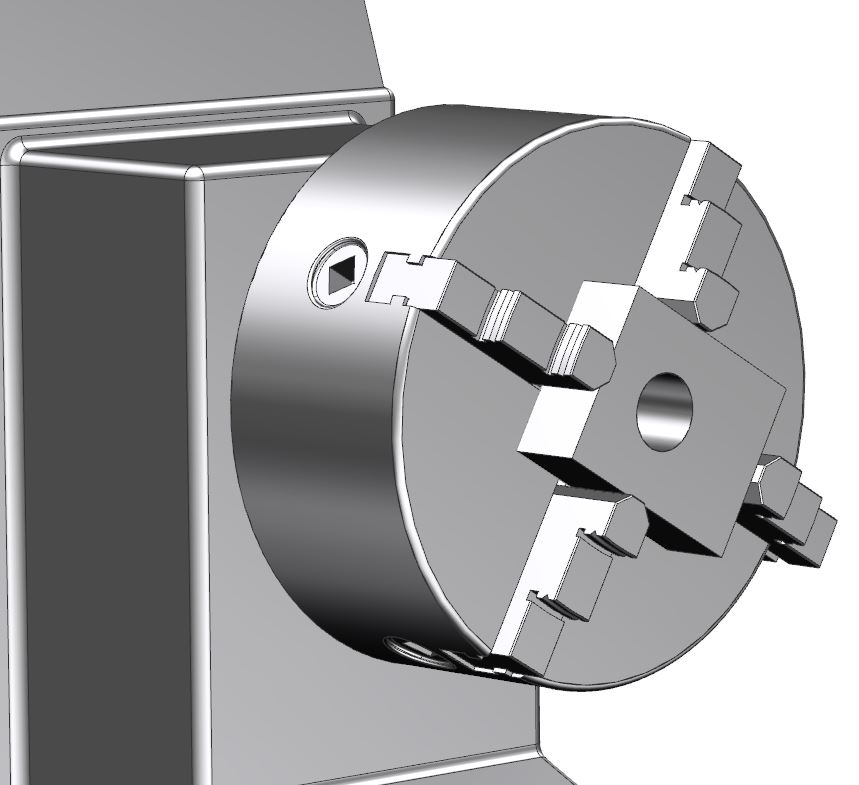
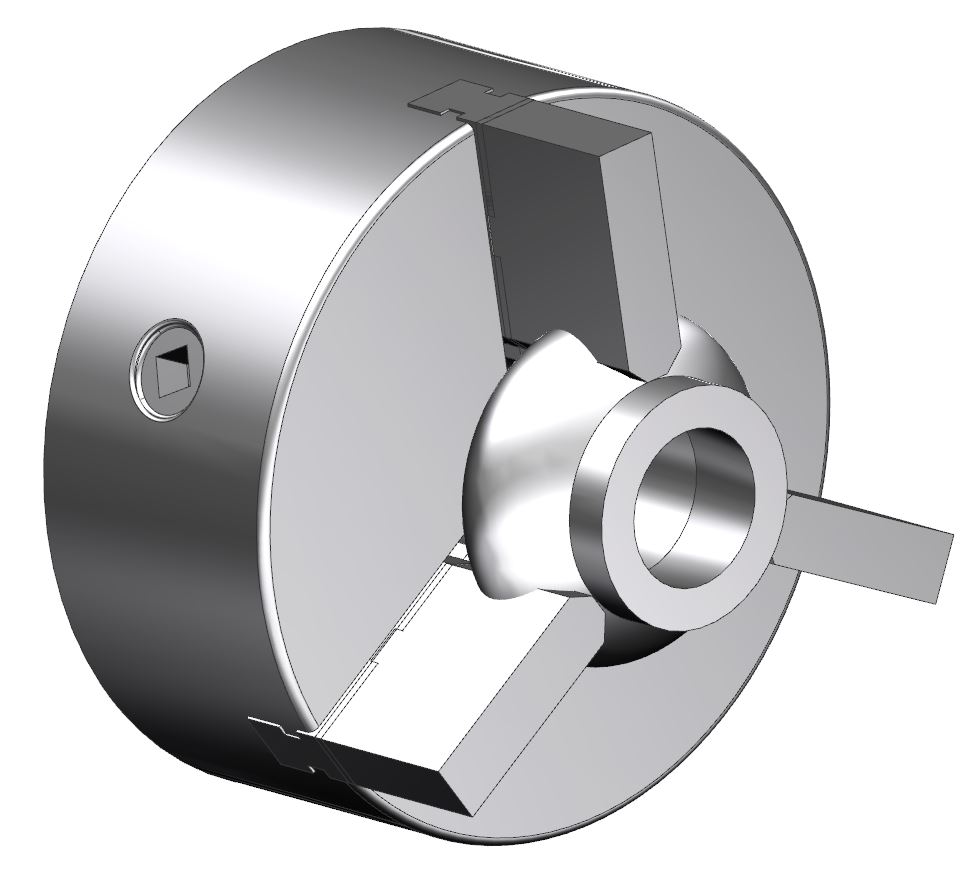
Chucks
One of the most popular ways to hold work on in a lathe is by using chucks or jaw chucks. Chucks can have 2, 3, 4, or 6 jaws, however 3 and 4 jaw chucks are the most popular. Chucks can either be self-centering or independent and may be operated manually or with hydraulic or pneumatic power.
Self-Centering
Self-centering chucks allow fast loading and unloading of round workpieces when accuracy and repeatability are not critical. When tightening a self-centering chuck all of the jaws move together. The scroll chuck is the most common type of manually operated self-centering chucks.
Chucks that are not made for a particular spindle may be adapted using a back plate.

Chuck Jaws
See also: Chuck Jaws (main article)
Chuck jaws can be single-piece or can be two-piece, at top jaw mounted on master jaws. Chuck jaws can be reversed to clamp on the outside of a part, or can clamp outwardly to fixture ring-shaped parts.
Independent Jaw
Independent jaw movement is typical of 4 jaw manual chucks. Independent movement of the jaws allows an operator to adjust the concentricity of the workpiece to eliminate runout or to machine eccentric features. Independent chucks can also grip a variety of non-round workpieces.
Soft Jaws
Soft jaws are available that can be machined to fit oddly-shaped workpieces that cannot be fixtured using standard jaws.
Face Drivers
Face drivers transmit rotational torque through sharpened pins that are forced into the face of a workpiece. This permits access to the entire outer cylindrical surface. See: An Introduction to Face Driving Riten.com
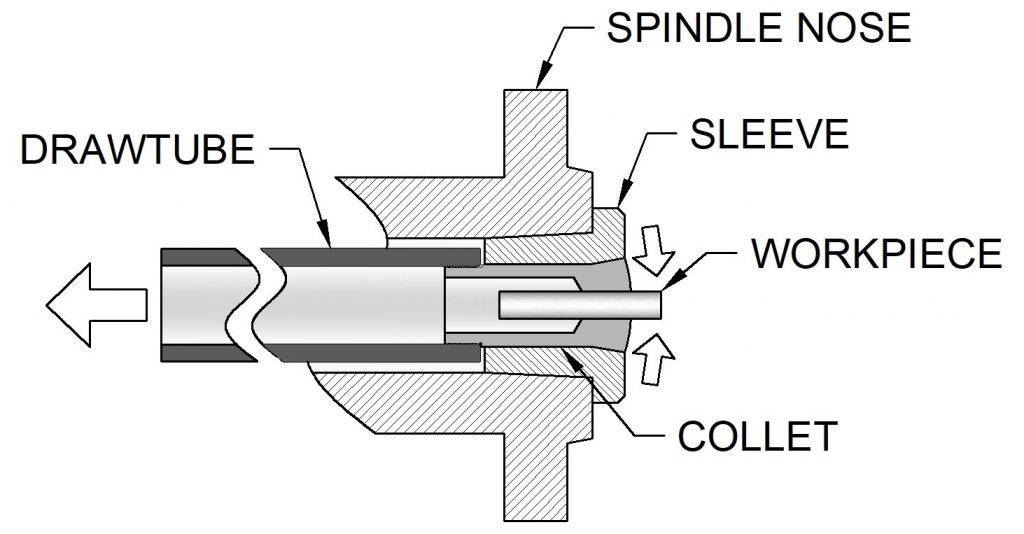
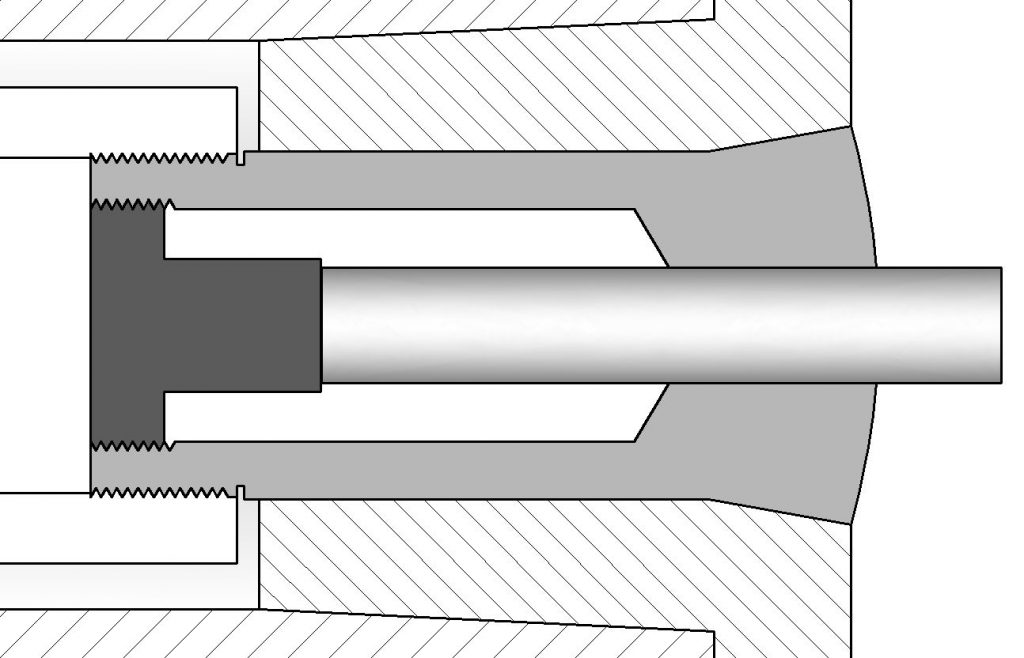
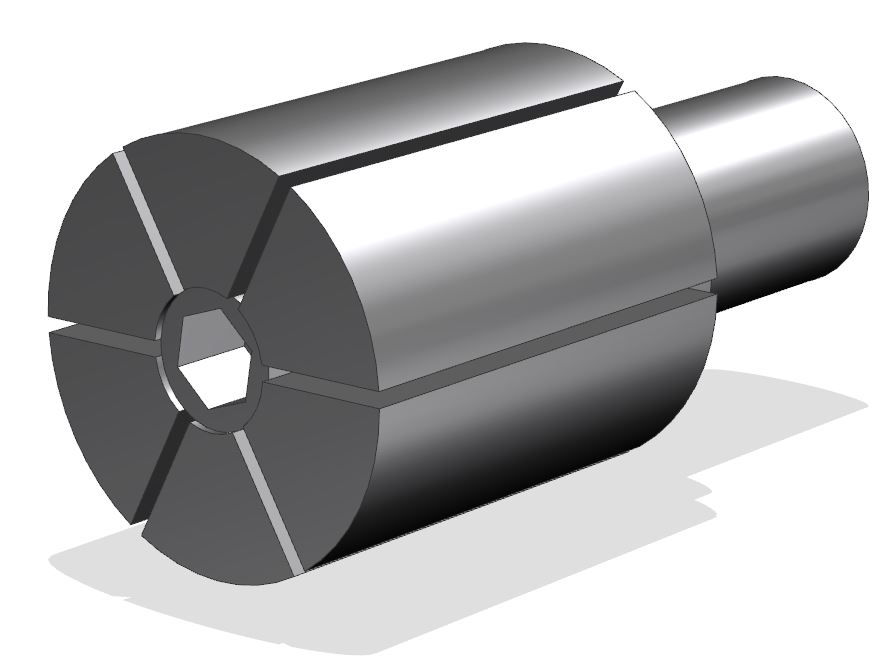
Collets
See also: Collets, Holders and Nuts
Most lathes can be adapted to hold collets in their spindle. Collets are precision workholding devices that consist of a segmented cylindrical body with a tapered end. Collets are tightened by pulling them into a tapered bore by means of threaded shaft or tube called a drawbar or drawtube.
Collets are designed to fit a narrow range of sizes, so individual collets are required for different size work. Collets can be purchased to fit a wide variety of workpieces, and so-called emergency collets can be custom machined to fit an even wider range of workpieces.

Because of the convenience of having a continuous hole through the spindle bore, lathe collets are usually tightened using collet closer fitted with a hollow drawtube.
Sometimes collets are fitted with stops that position the work axially.
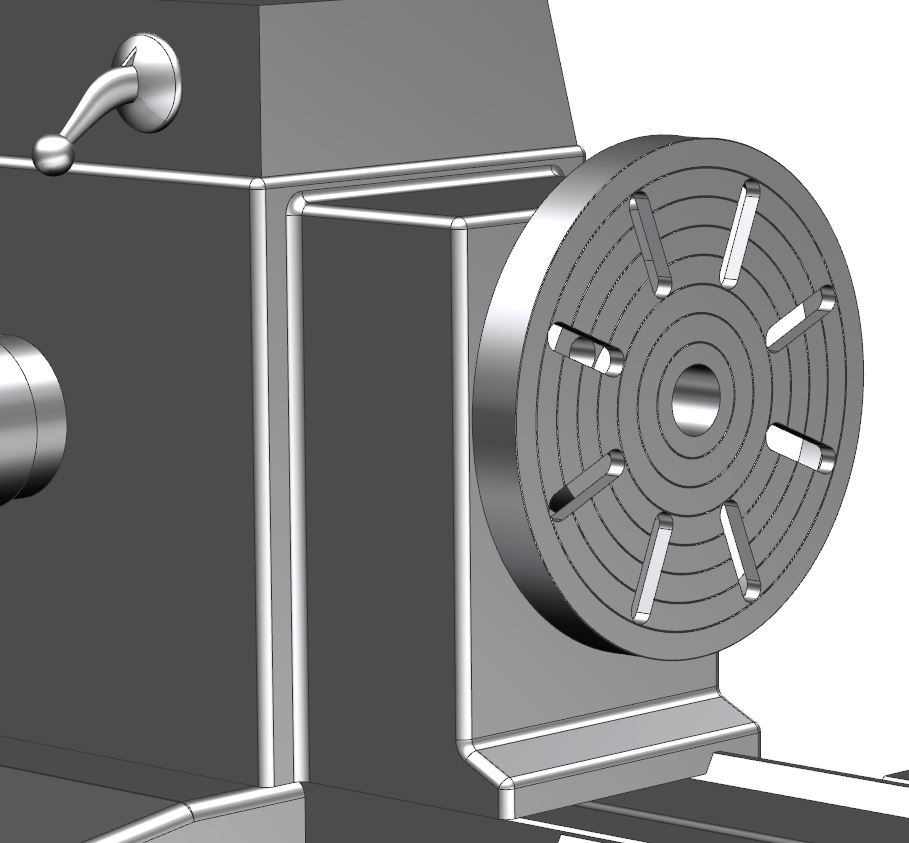
Faceplates
Irregular workpieces can be clamped to faceplates.
Arbors & Mandrels
For turning hollow parts.
Steady Rests
For long workpieces, steady rests may be used either with or without a center. Steady rests mount to the bedways and are stationary.
Follow Rests
Long workpieces, rides along carriage.

Recent Comments