
- Slip
- Deflocculants
- Enhance flow
- Causes particles to repel each other electrically
- Sodium Silicate
- Molds
- Plaster molds
- Polymer Molds
- Pressure Casting
Process
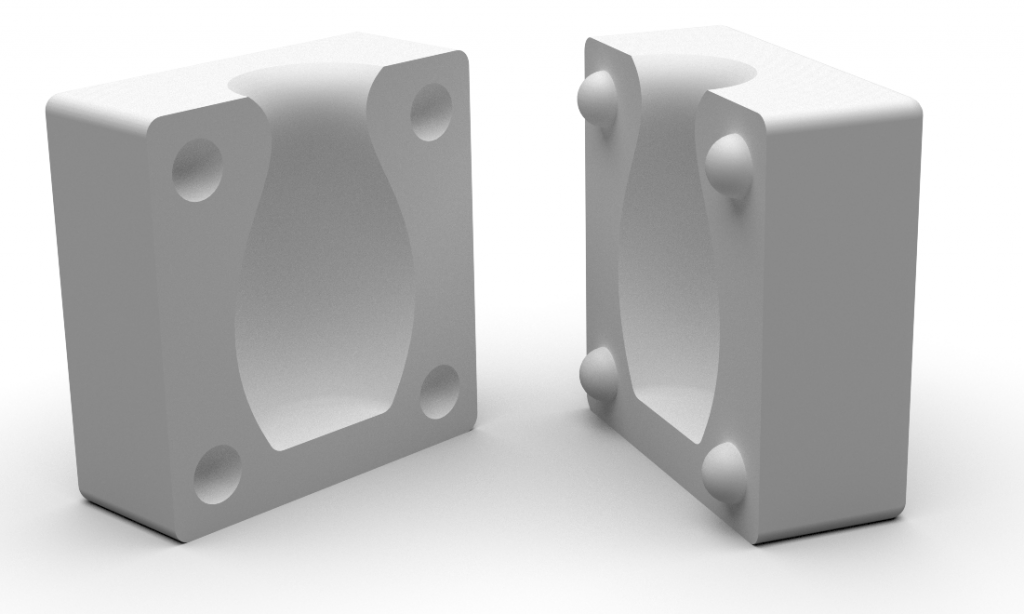
Molds are constructed of plaster. Molds must accommodate undercuts and should include alignment features.
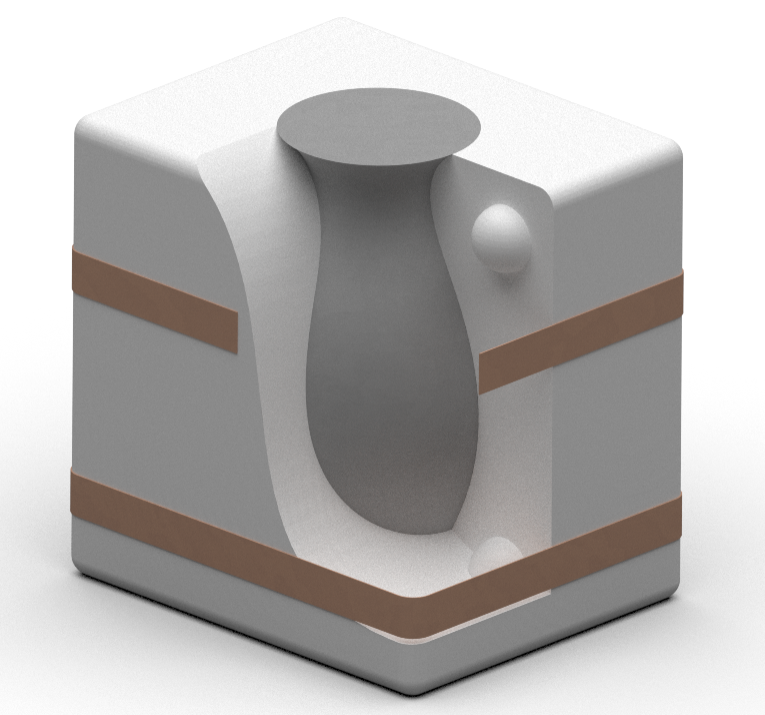
The mold is assembled and clamped. Because of the low clamping pressure required, rubber bands are commonly used to clamp the mold closed. The mold is filled with slip and allowed to rest while water from the slip is absorbed into the plaster of the mold.
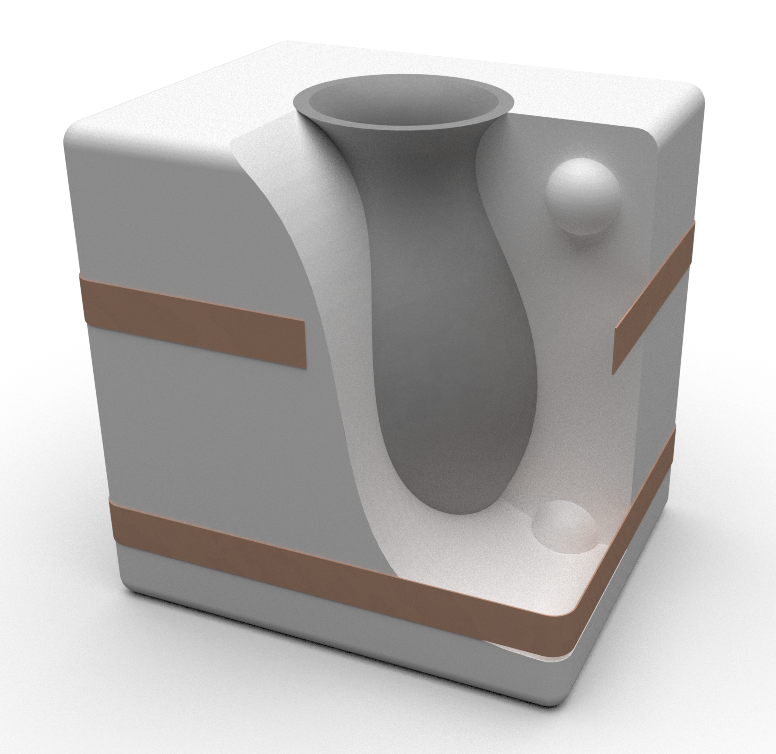
As the moisture is drawn out of the slip, the outer layer begins to solidify. The excess slip in the mold is poured out at this point. Further resting in the mold is required while more water diffuses into the mold.
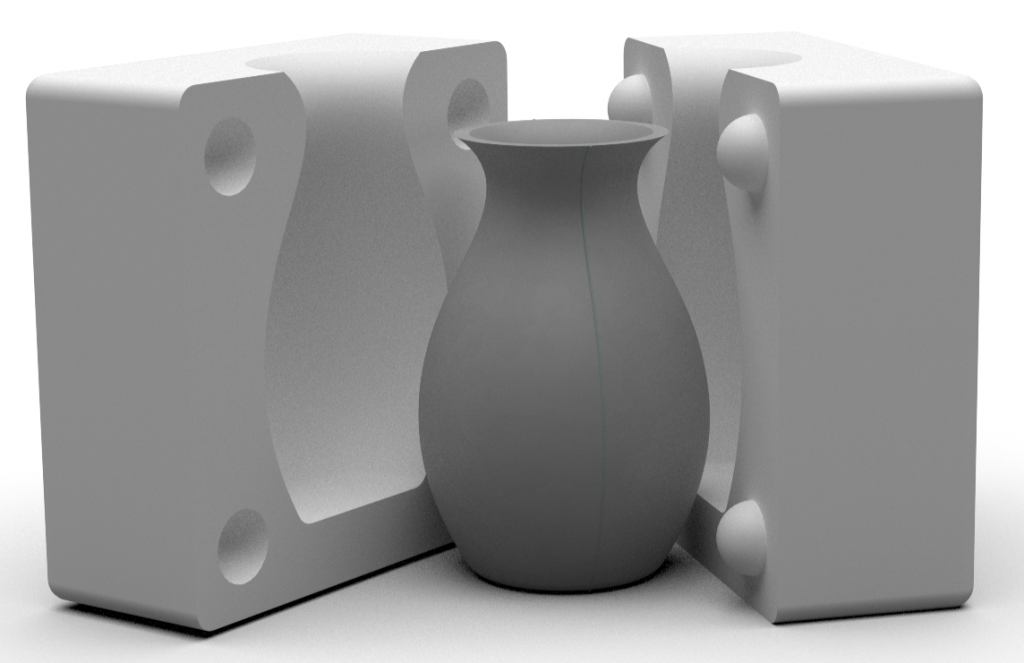
When the part has dried sufficiently, it is removed from the mold and allowed to dry further. The part will then have what is known as “green” strength. It can be worked mechanically to remove parting line marks and other imperfections.

The part is then “bisque” fired to a greater strength. In the bisque state the part is porous, and has greater strength. It is then allowed to cool and glaze (vitreous material) is then applied. The part can then be fired a second time to melt the vitreous glaze and allow the part to reach full strength.

References
http://ceramics.org/wp-content/uploads/2014/04/Slip-Casting-Lesson-111.pdf
https://www.soulceramics.com/pages/electric-kiln-firing-basics
Recent Comments