
- Spindle Speed (n)
- Cutting Speed (vc)
- Feed Rate
- Depth of Cut
- Lead Angle
- Climb Milling
- Conventional Milling
- Avoiding Chatter (see)
- Milling Path Strategies
- Tool Wear & Failure
- Abrasive Wear
- Chipping
- Thermal Cracking
- Fracture
See also: Cutting Parameter Abbreviations
Spindle Speed (n)
Cutting Speed (vc)
The cutting speed in milling is the rate at which the turning tool passes the material it is cutting while rotating. It is the velocity of a point on the outer circumference of the rotating tool.
- Calculator: Cutting Speed to RPM
- Calculator: RPM to Cutting Speed
Feed Rate
Feed per Revolution (fn)
While table feed (below) is usually used to specify the feedrate of milling operation feed per revolution is sometimes used. In feed per revolution the distance the table moves in one revolution of the cutter without regard to the the spindle speed.
Feed per revolution, table feed or feed per tooth.
Table Feed (vf)
Milling feedrates for table feed are usually given in units of length per unit of time, for example, inches per minute (IPM) or millimeters per minute (mm/min).
Chip Load & Feed Per Tooth (fz)
The distance the table moves forward per unit time divided by the number of teeth is known as the feed per tooth (fz). This is sometimes referred to as “advance per tooth” or APT. Feed per tooth is the maximum chip load for a given set of cutting parameters. As the radial depth of cut (stepover) gets smaller, the chip load is reduced.
- Calculator: Chip Load
- Calculator: Feedrate from Chip Load
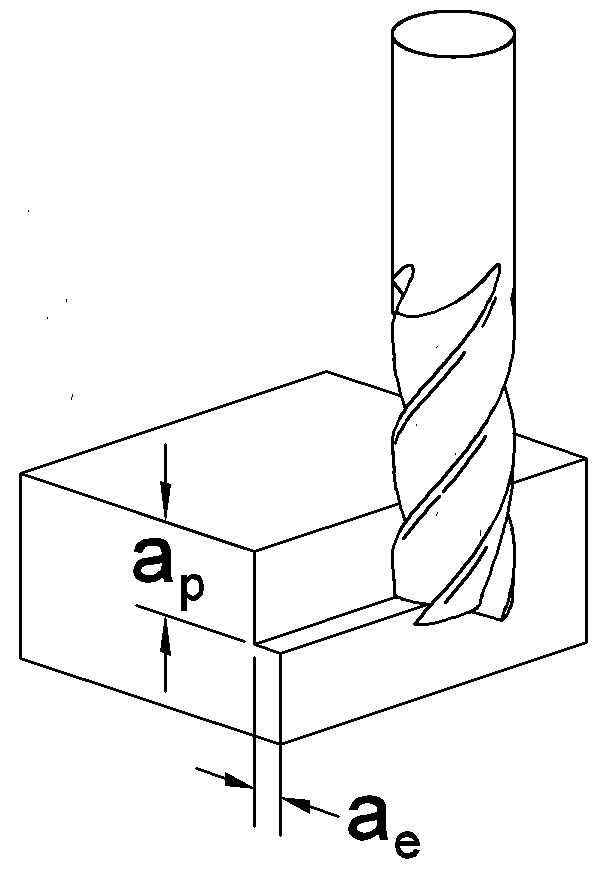
Depth of Cut
In shoulder milling there are two depths of cut: axial and radial.
Axial Dept of Cut (ap)
The axial depth of cut (shown as ap, below), is also known as “stepdown” or ADOC.
Radial Depth of Cut (ae)
The radial depth of cut (shown as ae, below), is also known as “stepover” or RDOC and is often specified as a percent of tool diameter.
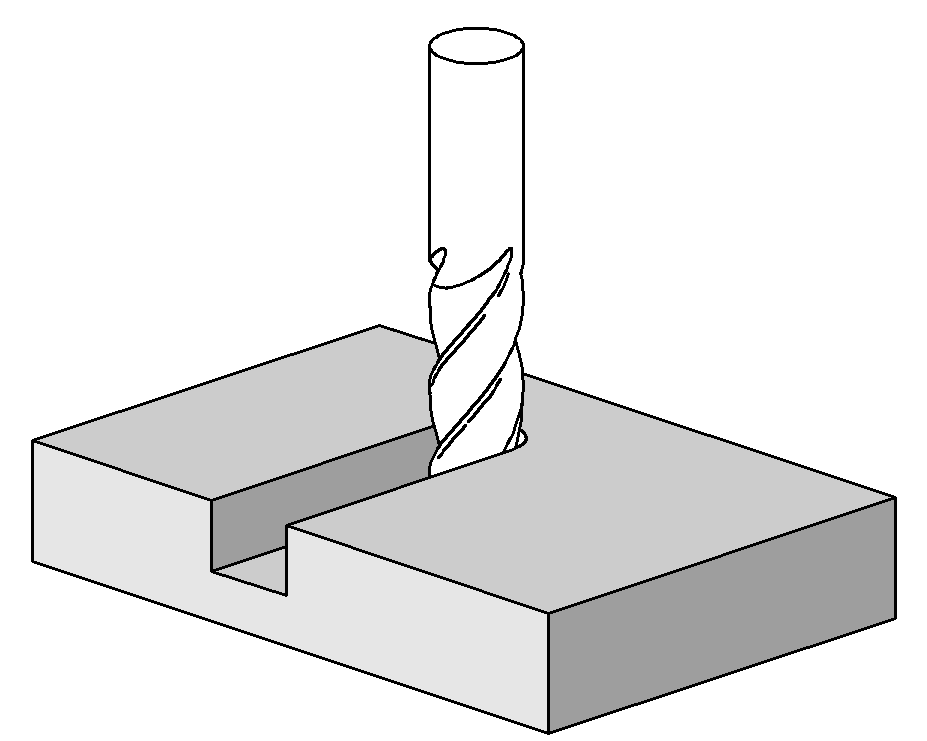
Slotting
When slotting with an end mill the only variable is the axial depth of cut (ap).
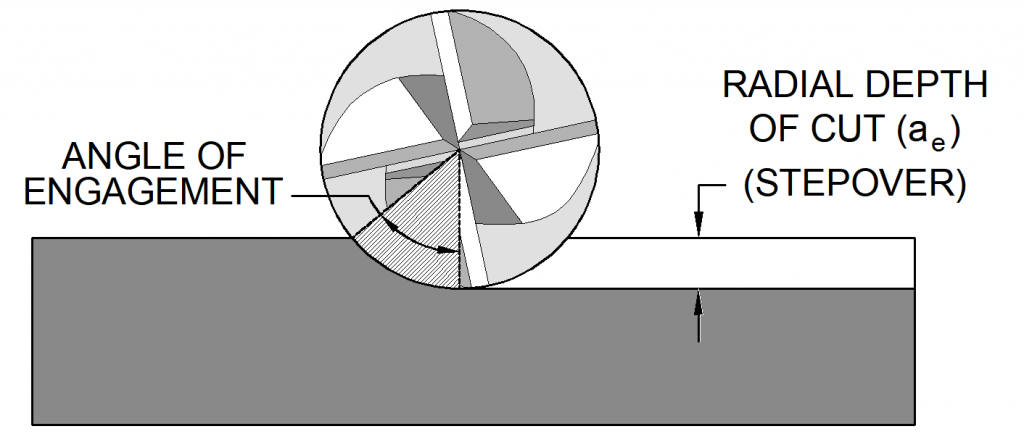
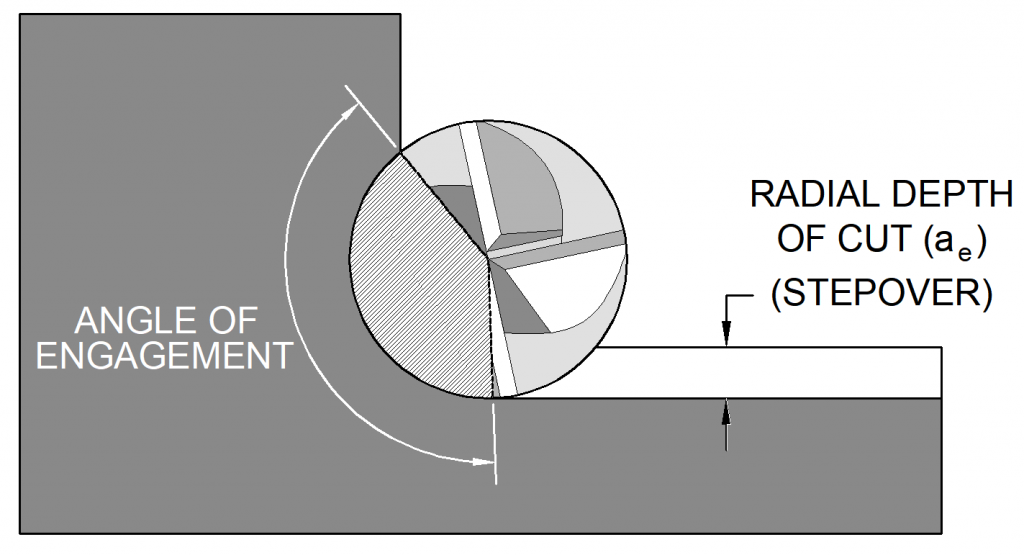
Angle of Engagement (or arc of contact)
The angle of engagement is a function of both the radial depth of cut (ae) and the toolpath. The angle of engagement can increase substantially when milling in corners or with large stepover values.
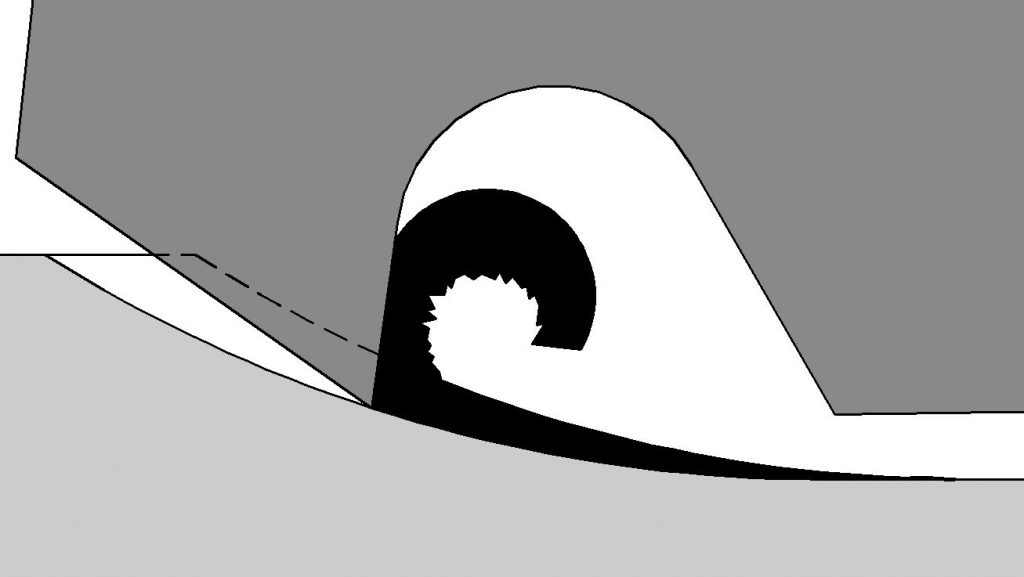
Climb Milling
Climb milling, also called thick-to-thin milling, or down milling.
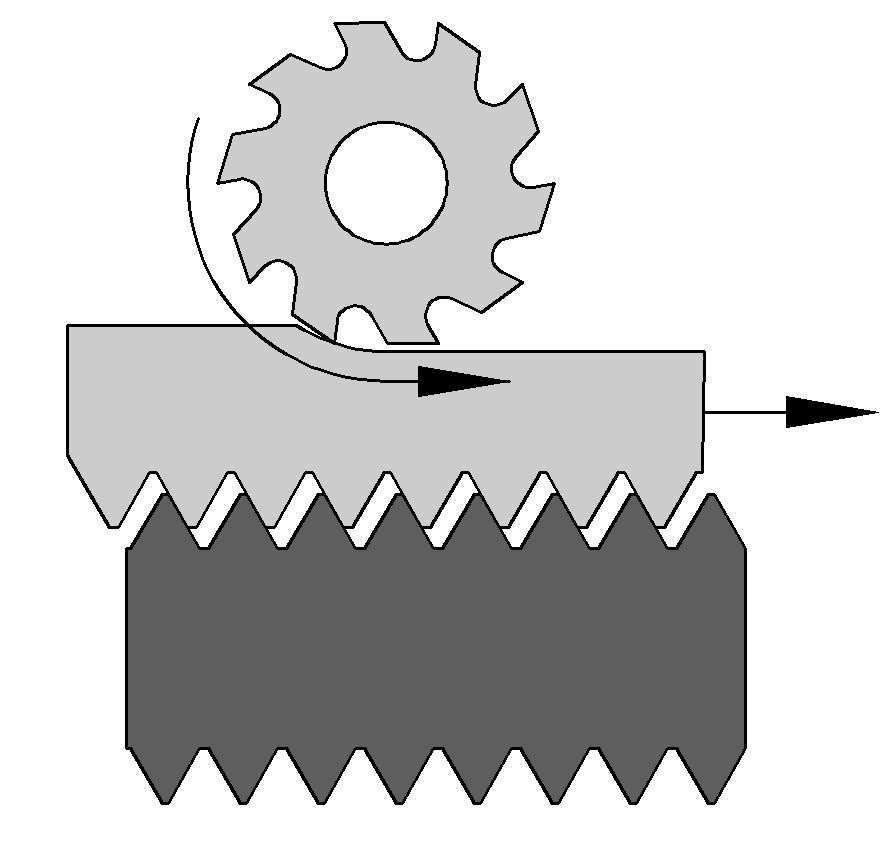
Another name for climb milling is thick-to-thin milling. The cut begins with a substantial chip load and decreases as the cut progresses.
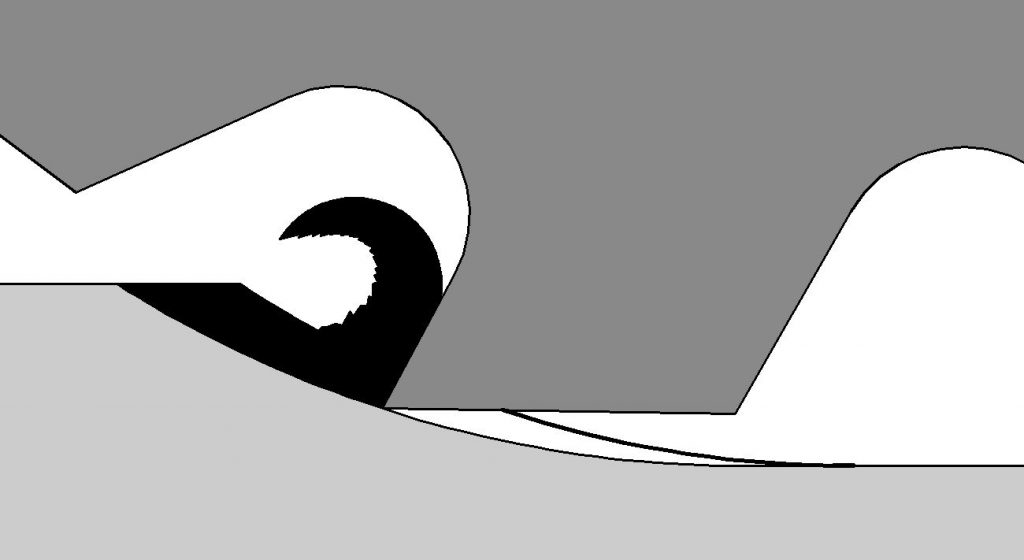
Conventional Milling
Also called thin-to-thick or up milling.
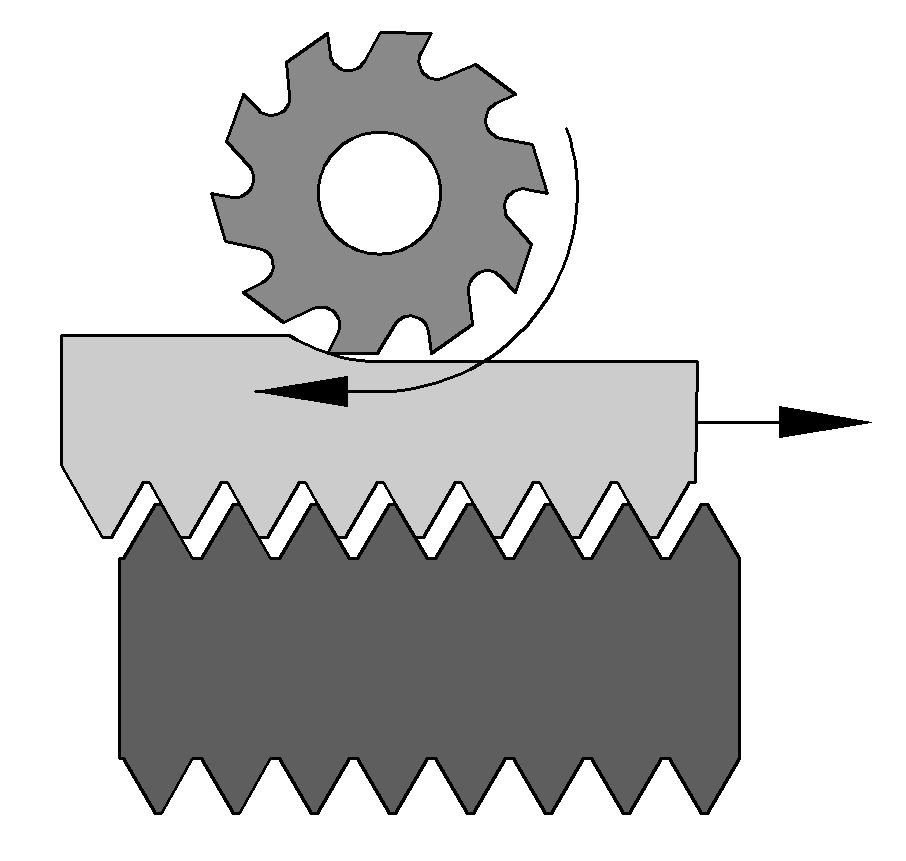
The chip formation begins when enough material builds up in front of the cutter for shearing action to begin. As the cutter advances, the chip thickens.
Recent Comments