
Introduction
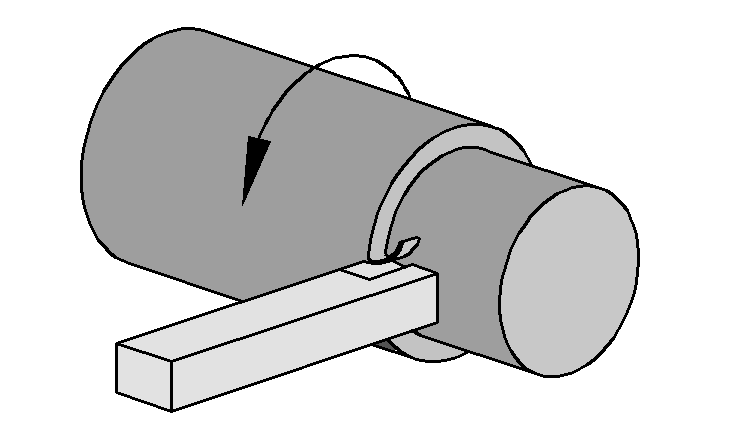
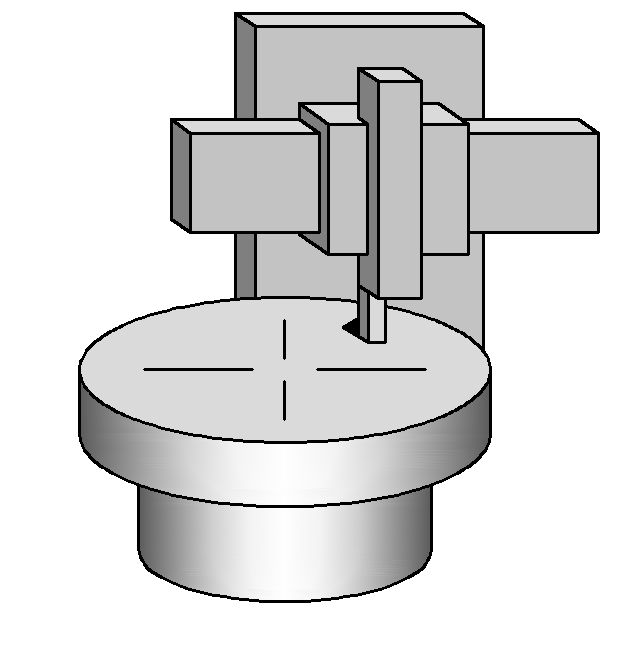
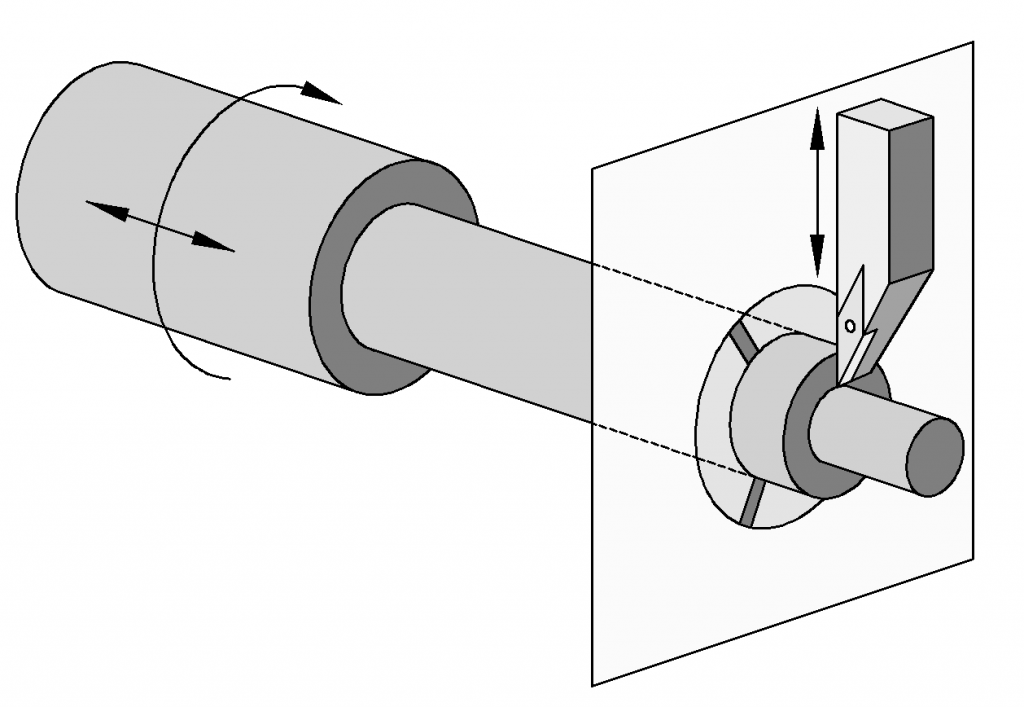
Lathes work by spinning a workpiece and engaging a tool to remove or otherwise shape material.
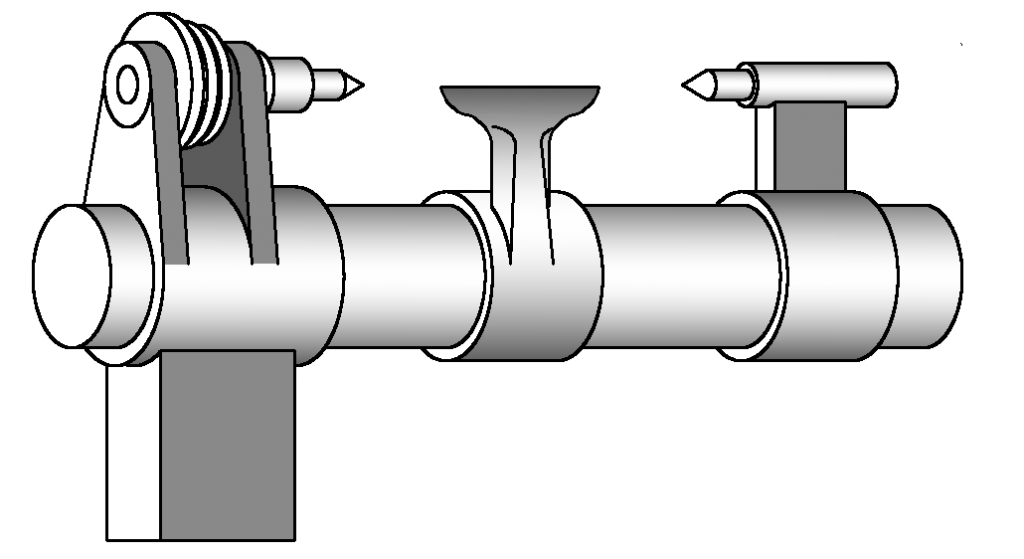
Jeweler’s Lathe
One of the simplest lathes still used today is the Jewelers’ lathe. Also called a watchmaker’s lathe, the jeweler’s lathe can be used without a driven tool. This is similar to the technique used on a wood lathe. While these lathes are useful for limited applications that involve small metal removal rates, efficient metal cutting requires metal removal rates and accuracy that cannot be obtained by manually positioning the tool.
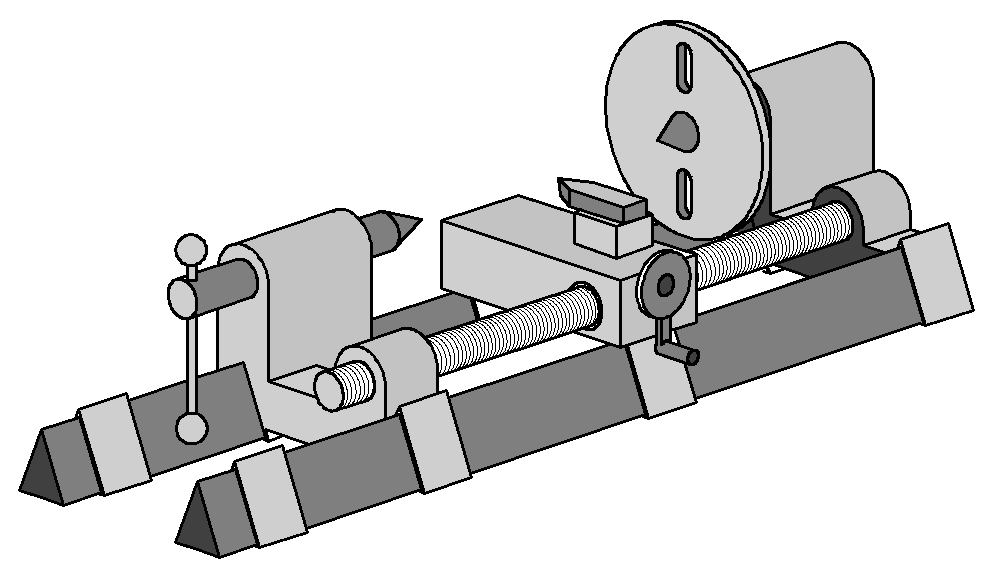
Screw Cutting Lathe
In the evolution of lathes, it is important to credit Henry Maudslay (1771-1831) with the invention of the screw cutting lathe. This lathe connected the rotation of the spindle with the translation of a cutting tool along the axis of the workpiece. The screw cutting lathe permitted accurate cuts and increased the metal removal rate. This addition of the gear-driven cutting tool is the basis of the modern engine lathe.
Some modern manual lathes are still referred to as “screw cutting lathes” to emphasize their capability to machine threaded parts, but the most general term for a manual lathe that incorporates geared power to the cutting tool is the engine lathe.
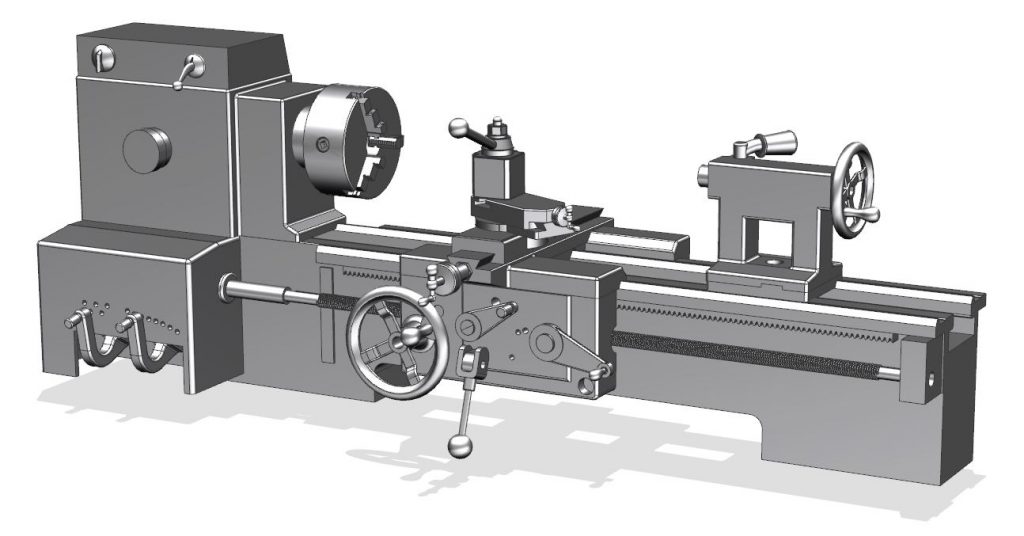
Engine Lathe
Engine lathes contain a gearbox that supplies power to a moving toolholder. To be classified as an engine lathe, at least one axis of cutting must be powered by the machine itself. Most engine lathes can power the tool in both the length (axial) and diameter directions. Also, most engine lathes have two main drive mechanisms along the length axis. This permits both fine federates as well as screw cutting capability.
An engine lathe that is small enough to be used on a bench top is often referred to as a bench lathe rather than an engine lathe.
An engine lathe with special features such as increased precision, fine control of cutting speeds, and increased rigidity may be referred to as a toolroom lathe.
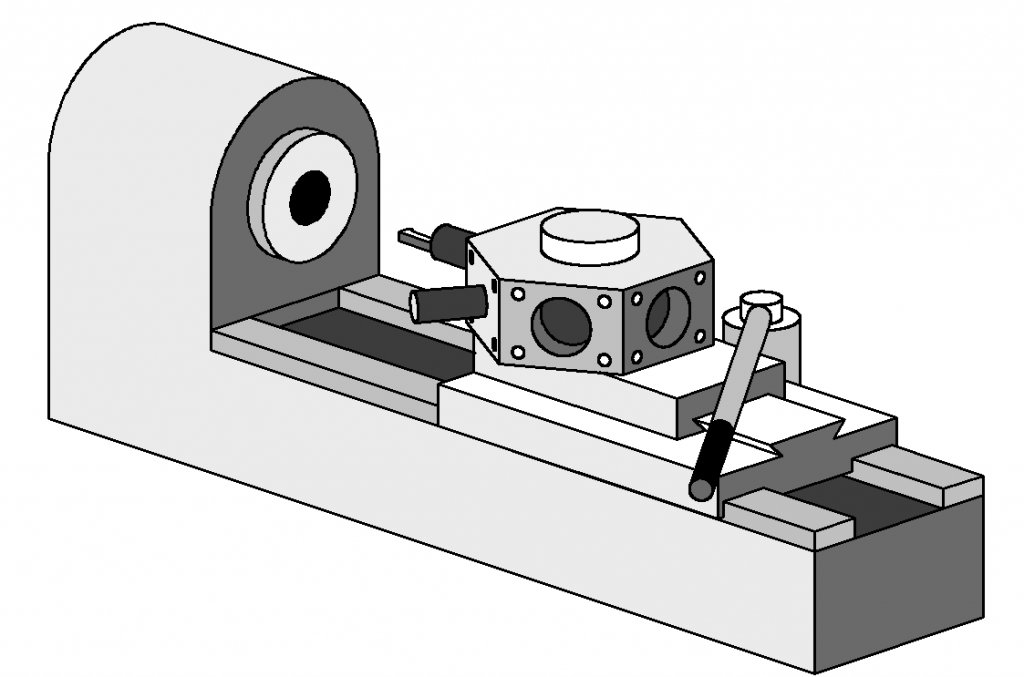
Turret & Capstan Lathe
A turret lathe is equipped with a multi-station tool holder that can be easily indexed from one station to the next.
Turret-style tool posts are available for standard engine lathes. These can speed up many repetitive processes on manual machines.
One of the most common style tool changers on CNC lathes (see below) is the turret style tool changer. The addition of turret style tool changers was an important increment in the development of lathe automation, and lead to the automatic lathe or screw machine.
Automatic Lathe or Screw Machine
Automatic lathes were another advance toward automating the process of making parts on a lathe. The term “automatic lathe” or screw machine usually refers to one that is automated through hard automation. Hard automation uses cams, levers, escapements and gears to coordinate and time machine motions. CNC lathes are automated in their operation, but the term automatic lathe is usually reserved for screw machines or lathes operated under hard automation.
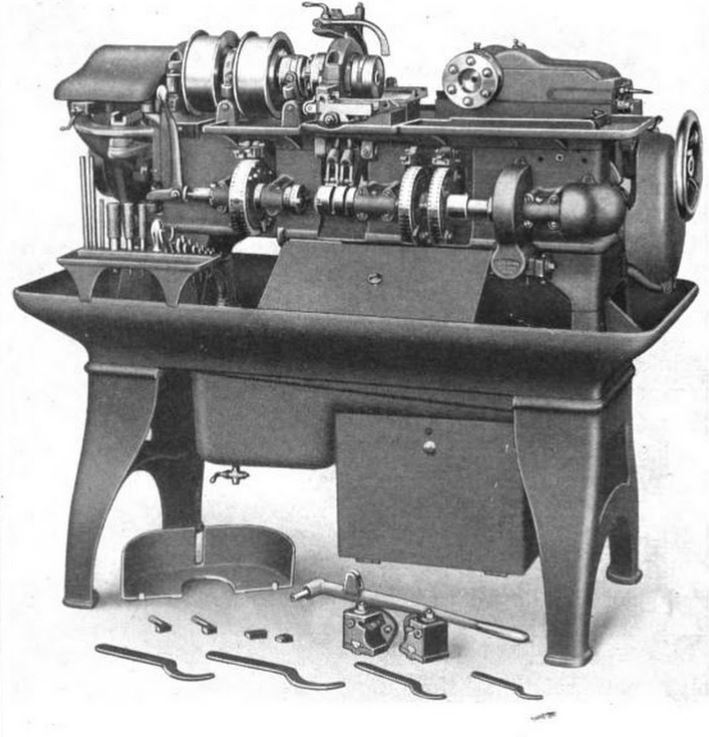
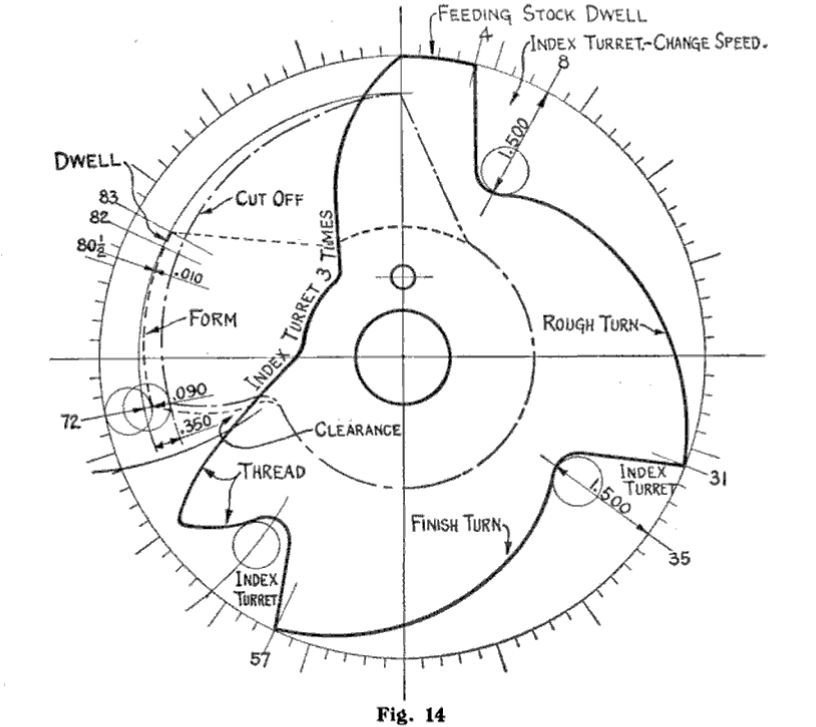
The programming of an automatic lathe was an involved process. Cams had to be designed and manufactured (on manual equipment) before the machine could be run.
Note: Here is a video of a screw machine
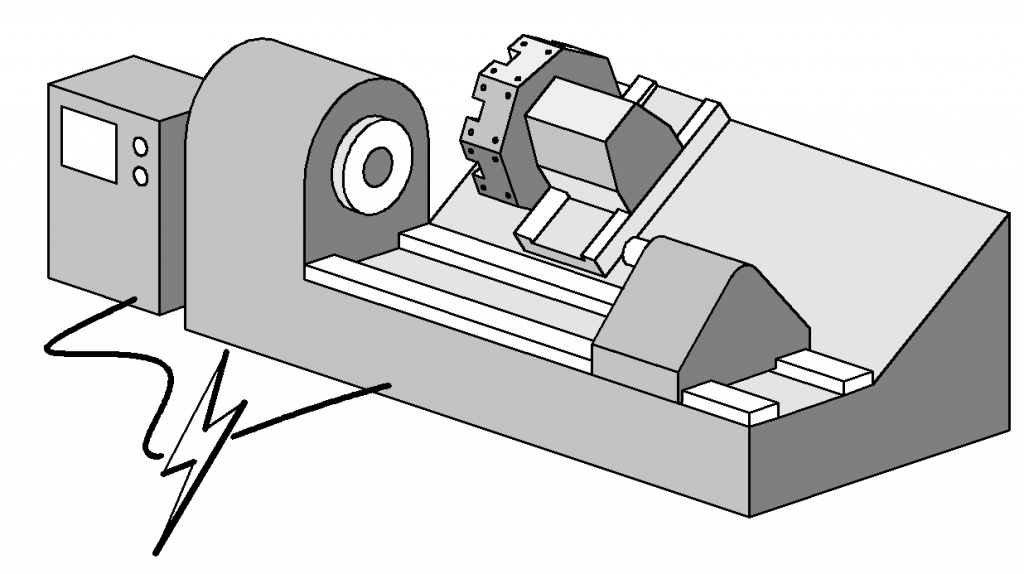
CNC Lathes & Turning Centers
Computer Numerical Control (CNC) is a method of automating a machine tool through software (soft automation) rather than the hard automation previously discussed. CNC lathes usually have at least two axes that are controlled by servo motors rather than the handwheels of manual machines.
One of the most common programming languages RS-274, commonly called G-code.
Some lathes have “live” tooling stations that can power rotary tools such as end mills and other tools normally found on milling machines. Mill turn centers (MTCs) have an additional dedicated spindle that can be positioned in additional orientations.
Other Lathe Configurations
Vertical Lathe
Note: Here is a video of a vertical turret lathe
Swiss Lathe
Sometimes called Swiss turn machine, Swiss automatic lathe, Swiss screw machine. Swiss machines were a style of automatic lathe developed in Switzerland. These machines feature a different axial feed than a typical lathe.
On a most lathes, the cutting tool moves relative to the axis of the part in both the diameter a length directions. On a Swiss machine, the primary motion along the axis of the part comes by moving the part and not the tool.
On a Swiss lathe, a guide bushing allows the part to be slid in and out of the main spindle. This allows the part to be fixtured very close to the point at which the tool makes contact with the work.
Sources:
Construction and Use of Brown & Sharpe Automatic Screw Machines, 1923 (link)
NTX 3000 2nd Generation DMG Mori Mill Turn Center
http://www.lathes.co.uk/index.html
http://www.lathes.co.uk/petermann/
Recent Comments